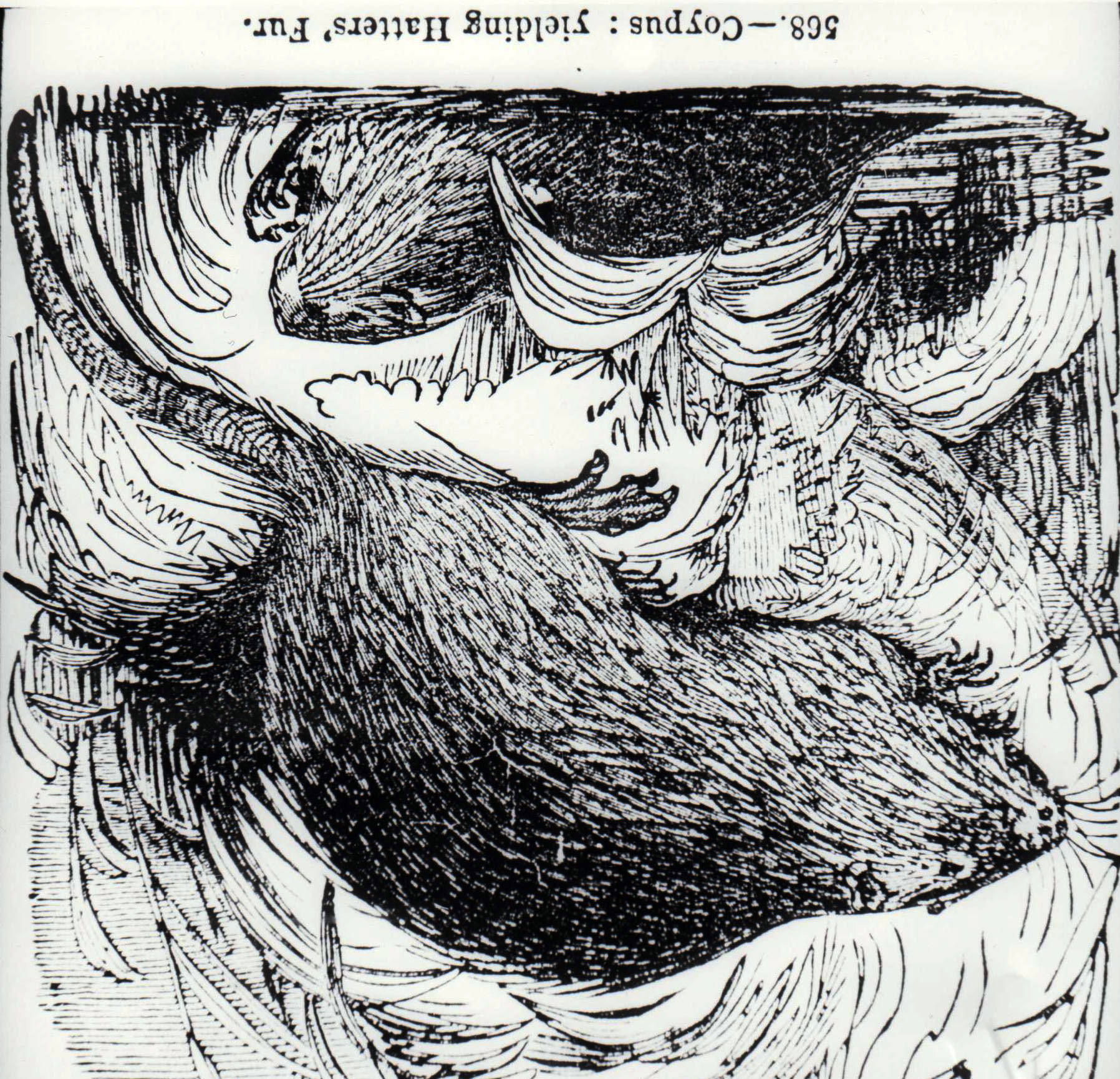
Coypus yeilding hatter's fur. Reference: 180: S/J 48
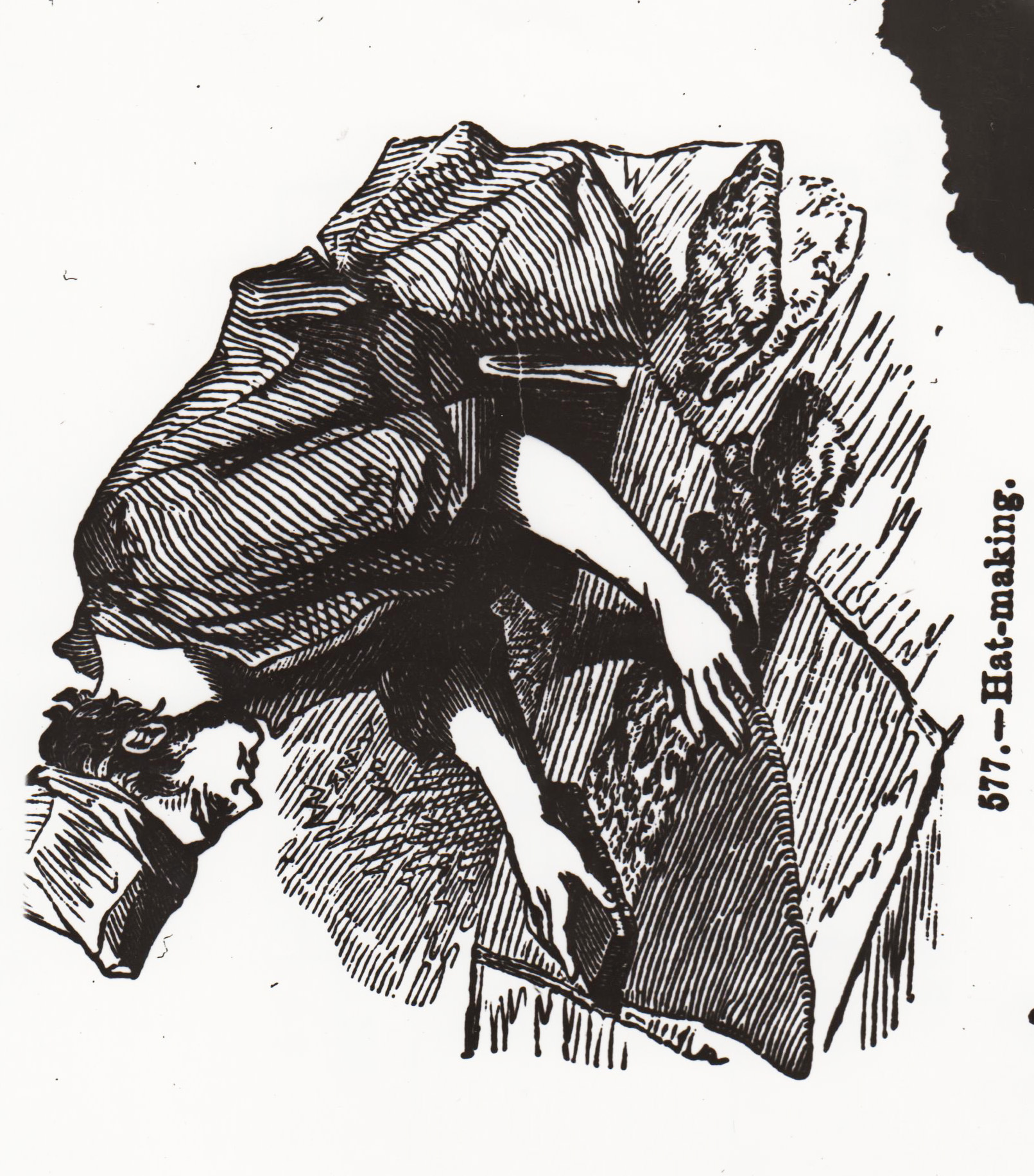
Hatter at Work Reference: 207: S/J 48

In 1841 journalist George Dodd visited the Christy factory in Bermondsey, giving an account of the hat making process in his article "A Day At A Hat Factory":
"If a dozen individuals to whom the subject is new were asked, "How is a beaver hat made?" it is not improbable that we should receive a dozen different answers.
One would think it is cast in a mould; another that the beaver's fur, skin and all, is stiffened and shaped; a third, that the fur is in some way woven into a kind of cloth, and put on a stiff foundation ; but perhaps not one would have an idea of the beautiful process of felting, which is the groundwork of the whole theory of hat-making.
A beaver hat consists mainly of two parts,— the body and the covering; the former of which is made of fine wool and coarse fur, mixed, felted, stiffened, and shaped; and the latter of beaver fur, made to adhere to the body by the process of felting.
Wool and fur constitute therefore the main ingredients employed. For hats of inferior quality, coarse wool is employed for the body, and coarser fur, or sometimes fine wool, for the covering."
MAKING FELT HATS
Hatter using a felting bow. Reference: 0497: S/J 48
Wool was soaked and washed in enormous boilers, after which it was squeezed dry by a screw press. The clean wool was then carded - the individual fibres were combed out and disentangled, ready for felting.
The fur was also cleaned and then taken to the "pulling-room", where workers, usually women, pulled out the coarse outer hairs from the skins leaving behind the softer fibers. This was then soaked in a compound of mercury to break down the keratin of the fur, making it felt more easily. This process was called "carroting’" because it turned the fur orange.
This exposure to mercury was the frequent cause of mercury poisoning in workers and is claimed by some to be the origin of the saying "mad as a hatter".
However, a letter to the Times Literary Supplement attributes the origin of the phrase to Miller Christys' nephew William Henry Miller who, on being elected to Parliament as M.P. for Newcastle-under-Lyme in 1830, was carried through the streets by the streets by his supporters and contracted sunstroke from which he never recovered from. He was thereafter known for his eccentricity and outbursts of temper, and so, being associated with the firm of Christy, he was nicknamed "the mad-hatter" by his constituents.
This letter can be found in a scrapbook of press cuttings about Christys', located at D1329/1/4/8.
The wool or fur was weighed out in the proportions required for the type of hat being made. The exact weight and composition of this mixture was a secret only known to the master hatter and his most trusted employees as it would determine the quality and price of the completed hat.
After weighing, the stuff would be taken to be bowed. The bow garret was a large bench divided into five foot sections. Over each section a bow, between 7 and 5 feet long, was suspended by a cord. The workman would spread out his allotted materials on the bench. When the bow was plucked with a pin, the vibrations caused the fibers to separate and rise up in a cloud, landing in an even distribution on the bench.
The skill of the process lay in the worker’s ability to make the fibers fall in the shape of a triangle so that they would form a hood. On observing a bower at work, George Dodd said "Simple as this operation appears to a stranger, years of practice are required for the attainment of proficiency in it."


The hood was then taken to the Hat Battery, where 6 to 8 planks were arranged around a large kettle filled with water heated by a fire underneath.
At each plank, a workman would "felt" the hood, dipping it into the hot water and by rolling, twisting and rubbing, reduce the hood to about half its original size. The combination of heat and agitation caused the wool or fur fibers to knit together, creating felt. This is the same process that causes some wool jumpers to shrink when put in the washing machine.
This drawing from 1871 next to a photograph from 1930 show that working conditions and techniques remained remarkably similar for a very long time.
After felting, the hat would be subjected to a treatment of shellac or resins to stiffen and waterproof the fabric. If making a plated hat, a second hood of fur would be laid over the top of a woolen one and the two would be felted together.
The hood would then be molded into the shape of a hat by forcing it over a wooden block and flattening the pointed top of the hood into a series of concentric folds.
Now formed, the hat would be sheared and smoothed in order to achieve a glossy sheen.
The hat was then ready for dying.
After dying the hat would be passed on to the finishers who re-blocked and brushed them.
The hat were then fitted with linings and bands by the women and girls of the trimmers room. This photograph from the 1950's shows a group of trimmers at work. Note the headshots of film stars decorating the walls. This image is part of a large collection of photographs taken within the Christy factory and may be found in the library's local collection.
Finally, the shapers curl the brim of the hat to the latest fashion. Finishers were the most highly skilled of the hatters and were required to serve a seven year apprenticeship in order to reach the status of journeyman hatter. Of this class, the best paid were the shapers, whose final curl of the brim was the most difficult and highly valued skill.
Originally a French import, the first English Felt hat had been made in London in 1510. By the 18th century felt-hat making was a well established trade and by 1829 the Hat Makers Manual declared that “England has become the grand mart for hats”.
Hats at this time were made from either felted wool or fur. The cheapest were the wool felts known as "cordies", and the most expensive was the stuff or beaver hat, made entirely of fur and styled to the latest fashion.
The Northern invention of the plated hat, onto which a thin layer of fur was applied to a wool body, resulted in the Manchester area becoming the national centre of all felt hatting.
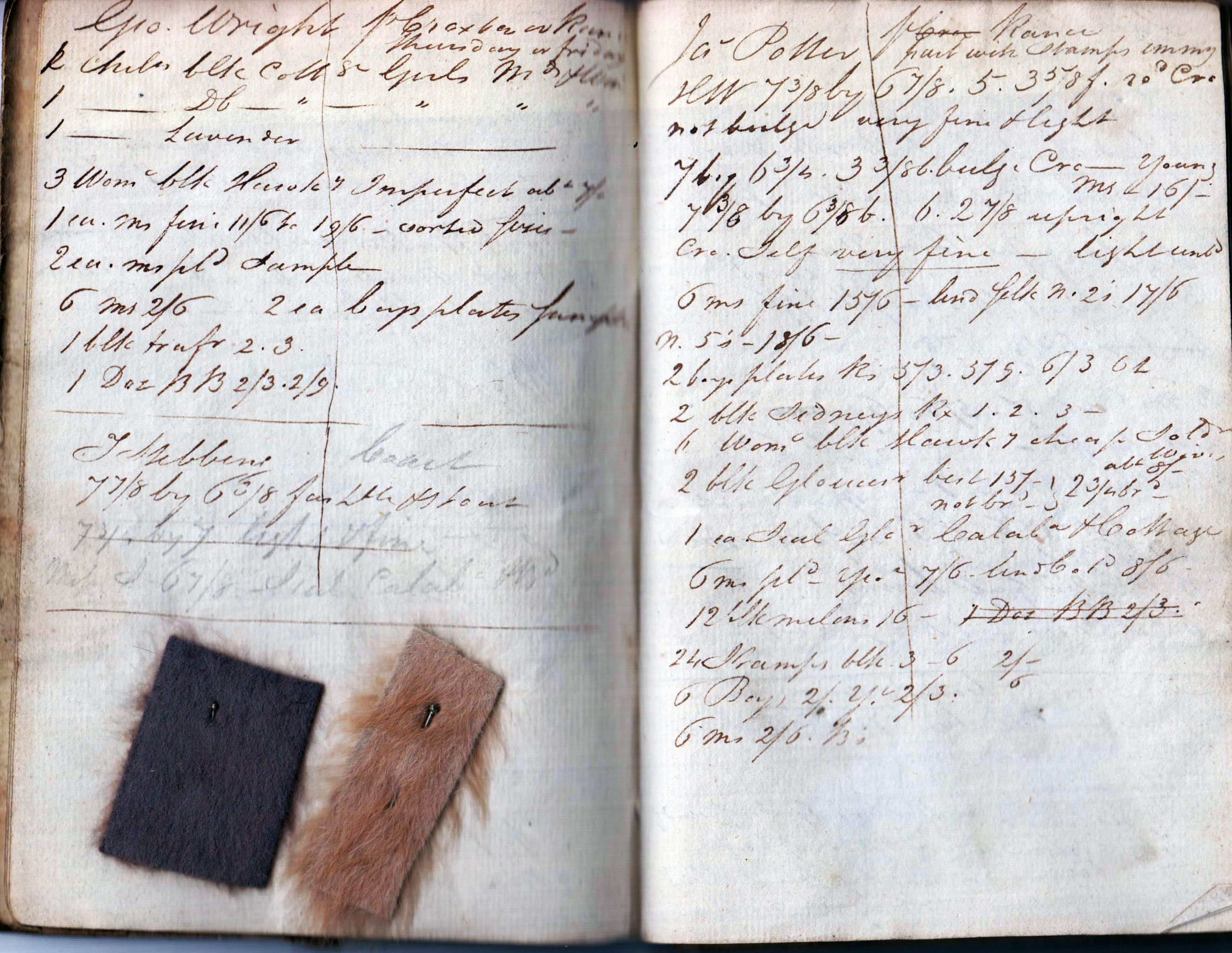
This order notebook from 1806 contains two samples of the final product. Due to their hiding place, the samples are very well preserved. They are remarkably soft to the touch and give an idea of the quality of Christys' felt manufacturing.
Christy's planking shop 1930. Reference: 38779: S/J 48
Trimming Room, 1950's. Reference: 44022: S/J 48
Photo showing different stages of the hat making process. Reference: 10849: S/J 48
Order notebook. Reference: D1329/1/3/13


Forming Department, 1930. Reference: 1049: S/J 48
Resources
Arthur Sadler. 175 years of the House of Christy, 1948. S/J 48.
Stockport Museums and Art Gallery Service. The Hatting Industry in Stockport, 1983. S/J 48.
George Dodd. Days at the Factories, 1841. The Penny Magazine. S/J 48.
The Hat Industry in Stockport, 1978. S/J 48.
P.M Giles. The Felt-Hatting Industry, 1500-1850,1960. S/J 48.

Hat Battery or "Kettle". Reference: 0495: S/J 48




